| KEZDŐ OLDAL |
| Mi is az a szerszámgép? |
| TÖRTÉNET |
| GÉPEK |
| GYÁRAK |
| Csepel Szerszámgépgyár |
|
| Diósgyőri Gépgyár |
| Szerszámgépipari Művek |
| VULKÁN Gépgyár |
| MAGYAR GÉPEK |
| KRONOLÓGIA |
| BIBLIOGRÁFIA |
| NAPLÓ |
| OLDALTÉRKÉP |
| KAPCSOLAT |
|
Csepel Szerszámgépgyár 1950-től 1970-ig
A fejlesztési tervben szereplő profiltisztítás miatt a nagy súlyú és nagy méretű RLO/2500 lemezolló és SE/1300 síkeszterga gyártása átkerült más vállalatokhoz.
RLO/2500 lemezvágó olló 1950-ben a KGST keretében kötött egyezmény alapján megbízást kapott a Csepel Szerszámgépgyár csehszlovák SU-40 és SS-40 típusú esztergák gyártására. Az új gyártmányok bevezetése és a termelés további növekedése szükségessé tették a termelőterület újabb növelését. Ezen igények alapján 1951-ben kezdődött az új III. üzemcsarnok építése. Átadásakor 1954-ben a Szerszámgépgyár termelőterülete már 31000 m2 volt.
A Szerszámgépgyár I., II., III. számú csarnoka
1954-ben 1954-től változott az iparpolitika és ennek hatására a termelés fokozatosan csökkent. (1951-ben 1158 db, 1952-ben 1438 db, 1953-ban 1531 db, 1954-ben 1091 db, 1955-ben 1040 db szerszámgép készült.) A termelés csökkenése miatt felszabaduló kapacitásokat a minőség javítására használták fel. A szerelde kettévált Marógépszereldére és Fúrógépszereldére, amelyek önelszámoló egységet képeztek. Az 1955. év végén még mindig éreztette hatását a nehézipar fejlesztésének fékezése, ami a létszám csökkenését eredményezte. A gyártmányválaszték mindemellett fokozatosan bővült. 1955-ben elkezdődött az LK-01 jelű légpárnás köszörűgépek és az UF-23 és VF-23 jelű marógépek sorozatgyártása. 1956-ban 1093 darab szerszámgépet gyártott a vállalat. Ebben az évben jelenik meg az RF-51 sugárfúrógép, az LK-02 légpárnás köszörűgép és az MU-800 egyetemes kismarógép.
LK-03 légpárnás köszörűgép 1957-ben 1109 darab szerszámgép került legyártásra. Ebben az évben indult a fejlesztett marógépek sorozatgyártása (UF-, VF-221 és UF-, VF-231). Ez évben kezdődik kis sorozatban az EM-320/750 és EM-320/1500 jelű hidraulikus másolóesztergák gyártása. Elkezdődik a felkészülés a célgépgyártásra is. 1958-ban 1153 darab szerszámgép készült. Új típus az olcsó RF-1 és az RF-30 sugárfúrógép. Megindult a nagypontosságú megmunkálást végző, munkaigényes gépek első képviselőjének az FK-250 jelű csigaköves fogaskerék-köszörűgépnek a tervezése. Kezdetét veszi a DINAMÓ Villamosforgó gépgyár részére motorházak megmunkálásához a CD-1 jelű előmunkáló célgép és a CD-2 jelű 12 állomásból álló automatikus gépsor tervezése. 1959-ben kezdődik a programvezérelt marógépek gyártása. A sorozatban gyártott gépek egy síkban programvezérléssel ciklusmarásra és ingamarásra alkalmasak (MUP-320, MFP-320). Ezt a géptípust rendelésre lyukkártyás programvezérléssel is szállította a gyár. A külön elektromos szekrénnyel ellátott gép 40 művelet automatikus elvégzésére alkalmas a lyukkártya utasításai alapján (MUL-320, MFL-320). Ezek a gépek nemzetközi szinten is kimagaslóan korszerűek voltak.
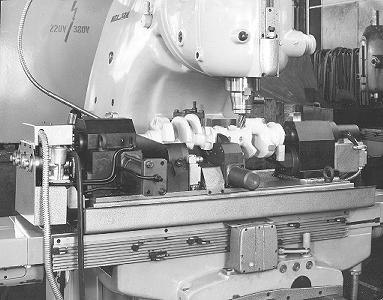
Autómotor főtengelyének megmunkálása készülékekben
a 1960-ban elkezdődik az RF-22 és RF-20 jelű sugárfúrógépek gyártása. Ugyancsak ebben az évben kezdődött az OF-22 típusjelű oszlopos fúrógép sorozatgyártása. 1961-től 63-ig Pillger-henger megmunkáló esztergák gyártása folyt két nagyságrendben. 1961-ben elkészül a csigaköves fogaskerék-köszörűgép kísérleti példánya FK-250-4 típusjellel. Ez a gép a lefejtő elv alapján végzi a megmunkálást. Az 1962-ben megtartott KGST szakosító ülésen a gyár vezetősége vállalta a menetköszörűgépek gyártását. Mivel menetköszörűgépek gyártásában a gyárnak tapasztalata nem volt és a KGST által előírt határidő is sürgetett, a gyár vezetősége licenc ügyében több külföldi gyárral kezdett tárgyalásokat. Biztonsági okokból megindult a menetköszörűgépek saját tervezése is. A licenc-tárgyalások 1963. év végén a Coventry Gauge and Tool angol céggel vezettek eredményre. 1965-ben elkészült a KM-200 típusjelű prototípus. 1964-ben elkezdődött az OF-31 típusjelű közepes nagyságrendű oszlopos fúrógép sorozatgyártása. Külföldi megrendelésre készült az RFM-51 ágyvezetéken eltolható sugárfúrógép.
OF-31 oszlopos fúrógép 1965-ben FTK-63 és FTK-100 típusjellel többorsós fúrógépek készültek külön kívánságra. 1964-től 1966-ig elkészült a konstrukciója a különleges felhasználási területre alkalmas hosszmarógépeknek (MHV-6-21/2000).
MHV-6-21/2000 hosszmarógép két vízszintes marófejjel 1965-ben elkészült a DFA-510 típusjelű automata daraboló fűrész prototípusa. 1965-ben elkészültek a MUP-MFP-400 és 500 típusjelű konzolos marógépek prototípusai. 1960-tól folyamatosan készültek körasztalos célgépek és gépsorok elektromotorok öntvényeinek megmunkálására a DINAMÓ gyárnak CD-1, CD-2, CD-3, CD-4, CD-5, CD-6 és CD-7 típusjellel.
CD-2 célgépsor elektromotorházak megmunkálásához
CD-3 körasztalos célgép elektromotorok megmunkálásához A Szovjetunió számára különböző elektromotorházak megmunkálásához nyolc gépsor készült el két nagyságrendben, CSz-2 és CSz-3 típusjellel. A gépsorokról lekerülő motorházak peremeinek utánesztergálására automata célgépek készültek CSzP-2 és CSzP-3 típusjellel.
CSz-2 célgépsor elektromotorházak megmunkálásához A tervbe vett célgépgyártás, a marógépek és nagypontosságú gépek nagyarányú fejlesztési terve 1957-től sürgette a fejlesztés létszámának erőteljes növelését. 1961-ben, gépsorok tervezésének idején, a Szerszámgépszerkesztési Iroda műszaki létszáma 170 fő, összlétszáma kb. 200 fő volt. Ehhez járult még a kísérleti üzem, amely évekig a Szerszámgépszerkesztés vezetése alatt állott, valamint a Kutató Laboratórium. A tervező-, kutató-, szerkesztő munka a feladatok szerint szakosított négy osztályban folyt. A további lépést a numerikus vezérléssel működő gépek területén a Krupp cég szakembereivel 1964-ben megkezdett tárgyalások eredményezték. Nyugat-Német felmérések alapján a Csepel Szerszámgépgyár kifejlesztette a numerikus vezérléssel ellátott revolverfejes rövidesztergát ERS-200 típusjellel. Az első gép 1966-ban készült el Grundig vezérléssel. Ekkor kezdődött a Csepel Szerszámgépgyárban a golyósorsók és anyák gyártása. 1962-ben szervezeti változást is hozott a Csepel Vas- és Fémművek átszervezése. A Készülék- és Szerszámgyárat a Szerszámgépgyárhoz csatolták. A két gyár összevonása után a Szerszámgépgyár Készülékszerkesztése megszűnt, a feladatokat a Szerszámgyártó Gyárrészleg Szerkesztése vette át. Az összevonás után vette fel a szerszámgépgyár a Csepel Szerszámgépgyár nevet. Az 1966-ban üzembe helyezett transzformátorház és külső közműhálózat kivitelezése után 1967-ben került sor az első jelentős létesítmény átadására. A 2200 m2 alapterületű, kondicionált üzemcsarnok 12 db új, korszerű szerszámgéppel és új, magas műszaki szintet képviselő mérőműszereivel a nagy pontosságú szerszámgépgyártás alapfeltételeit teremtette meg. Az átadás időszakában hasonló létesítmény Európában csak néhány üzemelt.
A kondicionált szerelőcsarnok Az értékes kapacitást biztosító üzem évente 70 darab gép szerelését tette lehetővé, az FK-250 típusú fogköszörűgépet vezértípusnak feltételezve. 1968 januárjában újabb létesítmény átadására került sor. Elkészült a hatszintes irodaház és a kétszintes főzőkonyha.
A Csepel Szerszámgépgyár irodaháza 1969. év végén a termelőterület újabb növekedését jelentette a 6600 m2 alapterületű IV. számú üzemépület átadása, amelybe a Célgépszerelő Üzem, a Fejlesztő Üzem, az 1958 óta működő Technológiai Kutató vegyészlaboratóriuma és a Finommechanikai Üzem nyert betelepítést.
A IV. számú üzemcsarnok építés közben Az új létesítmény átadásával a szerszámgépgyártás területe 39800 m2-re nőtt. Az ERS-200 jelű rövideszterga kialakításával párhuzamosan folytak tárgyalások a Grundig, Siemens, AEG, Masing, Ferranti és a Stark-Strom-Anlagenbau cég szakembereivel a vezérlőberendezések kialakítása és csatolása céljából. Ugyanis a legtöbb vevő a saját országában gyártott vezérlőberendezéssel óhajtotta a gépet megvásárolni. 1969 májusában a Csepel Szerszámgépgyár kihozta ETL-200 típusjelzéssel a rövideszterga változatát lyukkártyás vezérléssel. Elkészült a gép numerikus vezérléses megoldása is ETS-200 típusjellel. Az ERS-250 jelű rövidesztergából kialakították az ERI-250 jelű pályavezérléses esztergát, amely a későbbi évek slágere volt.
ERI-250 pályavezérlésű revolverfejes rövideszterga
|